Implementación integral de sistema de refrigeración industrial con amoníaco y glicol
Implementación multidisciplinaria de refrigeración con amoníaco y glicol para Mayekawa en planta Coca-Cola, con tuberías, potencia e izajes.
- Cliente
- Mayekawa
- País
- Guatemala
STAR fue contratada por Mayekawa para participar en la implementación e integración de un sistema de refrigeración industrial en una planta de Coca-Cola. Por su magnitud, el proyecto requirió la ejecución coordinada de trabajos de refrigeración, tuberías, electricidad de potencia y montaje mecánico, articulando equipos principales, redes de distribución, estructuras y servicios auxiliares dentro de una misma solución.
La intervención no se limitó a la instalación de un equipo aislado. El alcance comprendió la ampliación de la infraestructura existente y la interconexión de los diferentes componentes que forman el sistema frigorífico. Esto exigió trabajar simultáneamente en la sala de máquinas, estructuras exteriores, recorridos elevados, áreas eléctricas y puntos de conexión distribuidos dentro de la planta.
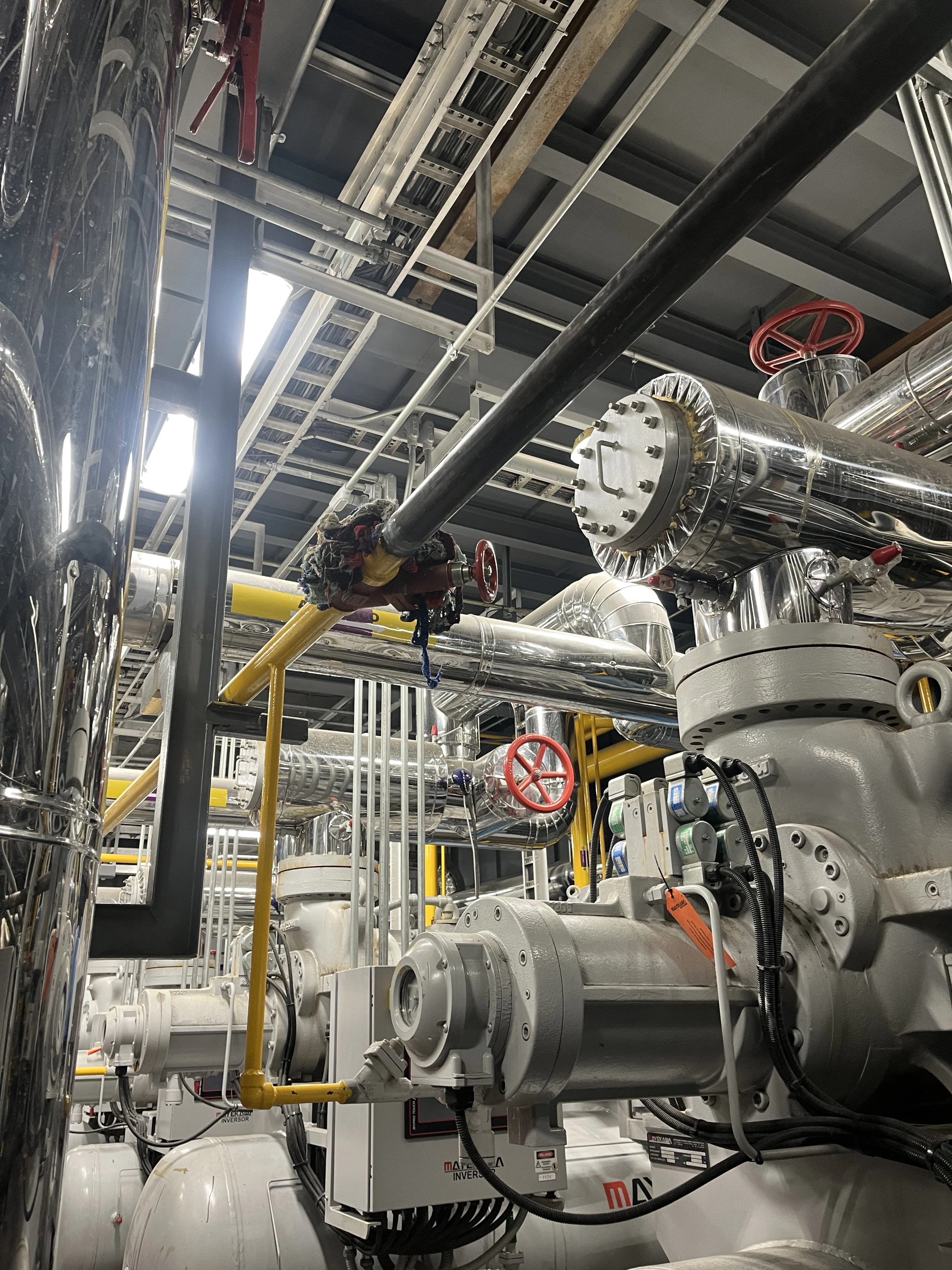
El sistema integra equipos de compresión Mayekawa, un condensador Güntner, recipientes, válvulas, instrumentación y una extensa red de tuberías. Su configuración combina un circuito primario de refrigeración con amoníaco y un circuito secundario de glicol, utilizado para transportar la capacidad frigorífica hacia las áreas atendidas por la instalación.
Como parte del frente mecánico, STAR participó en las maniobras de recepción, traslado, elevación y posicionamiento de equipos de gran tamaño. Las actividades incluyeron el uso de grúas, plataformas articuladas, polipastos, eslingas y elementos de maniobra para colocar los componentes dentro de estructuras y áreas con condiciones particulares de acceso.
El montaje del condensador Güntner requirió una maniobra controlada de izaje y posicionamiento antes de su conexión con las redes del sistema. También se ejecutaron movimientos internos de equipos de compresión y componentes auxiliares, coordinando las maniobras con las bases, estructuras y recorridos de tubería previamente definidos.
En la disciplina de tuberías se amplió la red existente para incorporar los nuevos equipos y circuitos. Los trabajos incluyeron preparación y presentación de tramos, fabricación en campo, soldadura, instalación de conexiones bridadas, válvulas, accesorios, soportes y elementos de suspensión.
Los recorridos se desarrollaron tanto en interiores como en exteriores, atravesando estructuras elevadas y conectando la sala de máquinas con los equipos de condensación y los diferentes puntos del sistema. En los tramos correspondientes se incorporó aislamiento térmico y recubrimiento metálico para proteger las líneas y conservar sus condiciones de operación.
La ejecución de las tuberías exigió una coordinación constante con estructuras, canalizaciones eléctricas, accesos de mantenimiento y demás servicios existentes. Esta integración permitió mantener recorridos organizados y facilitar la conexión entre equipos de compresión, recipientes, condensación y circuito secundario de glicol.
En el frente eléctrico, STAR ejecutó la canalización e instalación de la acometida de potencia desde la Subestación 2 hasta los tableros destinados a los compresores del sistema de refrigeración con amoníaco. La intervención contempló aproximadamente 250 metros de recorrido, con trabajos realizados a alturas de hasta 12 metros.
La acometida fue instalada con conductores de 500 kcmil y canalización industrial de aluminio Crouse-Hinds. El recorrido requirió tender y organizar cables de gran calibre a través de estructuras interiores y exteriores, coordinando su instalación con las tuberías, soportes y demás sistemas presentes en la planta.
La distribución eléctrica fue integrada con tableros de potencia equipados con barras de hasta 1,200 amperios e interruptores Siemens. Estos equipos fueron conectados con las acometidas principales y con las alimentaciones correspondientes a los compresores y servicios asociados con la operación del sistema frigorífico.
Como parte del control de calidad eléctrico, se realizaron pruebas de resistencia de aislamiento mediante megóhmetro en los conductores de la acometida principal y en la alimentación de un compresor de amoníaco de 750 hp. También se verificaron y ajustaron las conexiones del interruptor principal de potencia utilizando un torquímetro calibrado.
Estas verificaciones permitieron comprobar la integridad de los conductores y la correcta sujeción de las conexiones antes de la integración final de los equipos. La documentación técnica obtenida durante las mediciones respaldó la calidad de la instalación eléctrica ejecutada.
El proyecto demandó una coordinación continua entre especialistas de refrigeración, soldadores, electricistas, montajistas y personal de seguridad. Las actividades se desarrollaron en distintos niveles de la planta, con trabajos en altura, maniobras de carga, fabricación en sitio y conexiones alrededor de equipos industriales de gran capacidad.
El resultado fue la ampliación e integración de una infraestructura frigorífica compleja, compuesta por equipos de refrigeración, redes de amoníaco y glicol, acometidas eléctricas de alta capacidad y sistemas auxiliares. La intervención de STAR permitió articular las distintas disciplinas del proyecto dentro de una instalación coherente, preparada para las etapas posteriores de operación del sistema.
Ejecución técnica organizada por frentes de trabajo, con foco en instalación, coordinación y puesta en marcha.
750 hp
Potencia del compresor
1,200 A
Capacidad de barras de potencia
500 kcmil
Calibre de conductores
250 m
Recorrido eléctrico instalado
12 m
Altura máxima de trabajo
- 01Ejecución multidisciplinaria para Mayekawa en una planta de Coca-Cola.
- 02Integración de un sistema de refrigeración industrial con amoníaco y circuito secundario de glicol.
- 03Ampliación e interconexión de la red de refrigeración existente.
- 04Integración de equipos de compresión Mayekawa y condensador Güntner.
- 05Fabricación, presentación, soldadura e instalación de tuberías en campo.
- 06Instalación de válvulas, accesorios, conexiones bridadas y elementos auxiliares.
- 07Montaje de soportes y distribución de tuberías en estructuras interiores y exteriores.
- 08Instalación de aislamiento y recubrimiento metálico en los tramos correspondientes.
- 09Canalización e instalación de la acometida desde la Subestación 2 hasta los tableros de los compresores.
- 10Ejecución de aproximadamente 250 metros de recorrido eléctrico a alturas de hasta 12 metros.
- 11Instalación de conductores de potencia de 500 kcmil en canalización de aluminio Crouse-Hinds.
- 12Integración de tableros con barras de 1,200 amperios e interruptores Siemens.
- 13Conexión eléctrica y verificación de la alimentación de un compresor de amoníaco de 750 hp.
- 14Pruebas de resistencia de aislamiento en los conductores de la acometida principal.
- 15Verificación y torqueado de conexiones mediante torquímetro calibrado.
- 16Maniobras de izaje, traslado y posicionamiento de equipos de gran tamaño.
- 17Uso de grúas, plataformas articuladas, polipastos, eslingas y elementos de maniobra.
- 18Coordinación entre refrigeración, tuberías, electricidad, estructuras y montaje mecánico.
La intervención permitió ampliar e integrar la infraestructura de un sistema de refrigeración industrial de gran escala, conectando equipos de compresión, condensación, tuberías, circuito de glicol y alimentación eléctrica de alta capacidad. La coordinación entre refrigeración, tuberías, electricidad y montaje mecánico consolidó una instalación organizada y adaptada a las exigencias técnicas de la planta.
Evidencia visual



¿Tiene un proyecto en mente?
Conversemos sobre sus necesidades y le presentaremos la solución técnica más adecuada.